
Diaphragm vacuum pump introduction
A diaphragm vacuum pump is a type of positive displacement pump that operates by flexing a diaphragm to create a vacuum. This pump is commonly used in laboratories, medical facilities, and in a variety of industrial applications.

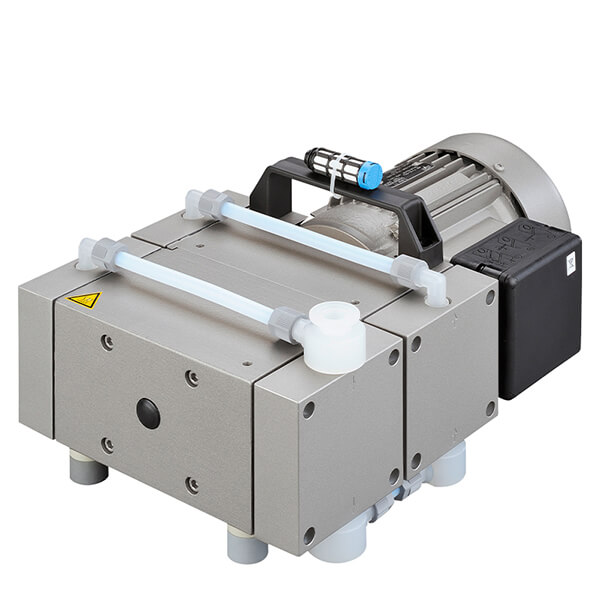
The diaphragm pump consists of a pump head, a motor, and a diaphragm. When the motor is turned on, it causes the diaphragm to flex, which creates a vacuum by pulling air into the pump head. The air is then expelled through a discharge valve. The diaphragm is typically made of a flexible material such as rubber or elastomer and is sealed to the pump head using gaskets.
One of the advantages of the diaphragm vacuum pump is that it is oil-free, meaning that it does not require oil to lubricate the moving parts. This makes it an excellent choice for applications where oil contamination would be a concern, such as in medical or food processing industries.
Another advantage of the diaphragm pump is that it can handle a wide range of vacuum levels, from low vacuum to high vacuum. This makes it a versatile tool for a variety of applications.
Diaphragm vacuum pump Features:
Here are some common features of diaphragm vacuum pumps:
- Oil-free operation: Diaphragm vacuum pumps do not require oil to lubricate the moving parts, making them a clean and environmentally friendly option. They also eliminate the risk of oil contamination in sensitive applications.
- Low maintenance: Since diaphragm vacuum pumps do not use oil, they require less maintenance compared to oil-sealed pumps. The diaphragm itself is the main component that needs to be replaced periodically.
- Quiet operation: Diaphragm vacuum pumps are generally quieter than other types of vacuum pumps, making them ideal for use in quiet environments such as laboratories.
- Versatile: Diaphragm vacuum pumps can handle a wide range of vacuum levels, from low to high vacuum. They can also handle a variety of gases, making them suitable for a range of applications.
- Compact and lightweight: Diaphragm vacuum pumps are typically compact and lightweight, making them easy to move and install.
- High efficiency: Diaphragm vacuum pumps can generate high vacuum levels with high flow rates, making them ideal for applications where fast pumping is required.
- Cost-effective: Compared to other types of vacuum pumps, diaphragm vacuum pumps are generally more cost-effective, making them a popular choice for many applications.

Diaphragm vacuum pump Application:
Diaphragm vacuum pumps are used in a variety of applications, including:
- Laboratory vacuum applications: Diaphragm vacuum pumps are commonly used in laboratory applications, such as vacuum filtration, rotary evaporation, and vacuum drying.
- Medical and pharmaceutical industry: Diaphragm vacuum pumps are used in medical and pharmaceutical applications for vacuum filtration, vacuum concentration, and vacuum drying.
- Food and beverage industry: Diaphragm vacuum pumps are used in the food and beverage industry for packaging, vacuum sealing, and vacuum distillation.
- Environmental testing: Diaphragm vacuum pumps are used in environmental testing applications, such as air sampling and monitoring for pollution control.
- HVAC system evacuation: Diaphragm vacuum pumps are used in HVAC (heating, ventilation, and air conditioning) systems for evacuating air and moisture from the system during maintenance or installation.
- Analytical instrumentation: Diaphragm vacuum pumps are used in analytical instrumentation, such as mass spectrometry, gas chromatography, and liquid chromatography.
- Semiconductor industry: Diaphragm vacuum pumps are used in the semiconductor industry for wafer processing, plasma etching, and thin-film deposition.
Diaphragm vacuum pumps are a versatile and reliable tool for creating and maintaining vacuum levels in a wide range of applications.

Case : ZZKD Company Selling Diaphragm vacuum pump to an American Customer
ZZKD Company is a leading manufacturer and supplier of laboratory equipment and vacuum pumps. Recently, ZZKD Company successfully sold a Diaphragm vacuum pump to an American customer. The customer, a research laboratory based in California, was in need of a reliable and efficient vacuum pump for their laboratory applications.
After extensive research and consultation with ZZKD Company, the customer chose the ZZKD Diaphragm vacuum pump due to its oil-free operation, low noise level, and high efficiency. The customer also appreciated the compact design and lightweight of the pump, as it made it easy to move and install in their laboratory.
Upon delivery of the pump, the customer was impressed with the quality and performance of the product. They reported that the ZZKD Diaphragm vacuum pump was easy to install and operate, and provided consistent and reliable vacuum levels. The customer also appreciated the low maintenance requirements of the pump, as it reduced their overall costs and downtime.
After using the pump for several months, the customer provided positive feedback to ZZKD Company. They reported that the ZZKD Diaphragm vacuum pump had exceeded their expectations, and had become an essential tool in their laboratory operations. The customer also appreciated the exceptional customer service provided by ZZKD Company, and the timely response to any queries or concerns they had.
Overall, the successful sale of the ZZKD Diaphragm vacuum pump to the American customer demonstrated the high quality and reliability of ZZKD Company’s products. The positive feedback from the customer is a testament to ZZKD Company’s commitment to providing high-quality laboratory equipment and excellent customer service.



